探討不同結合度的砂輪磨削於藍寶石晶圓之聲射訊號特徵
摘要:本研究分析5種不同結合度之鑽石砂輪,在氧化鋁晶圓薄化製程中其聲射訊號上之差異。實驗平台為立式輪磨加工機,每顆砂輪各進行3次進給量為200 μm的磨削減薄製程,擷取磨削過程的聲射訊號後進行訊號分析。分析訊號後,從原始訊號中擷取出7種特徵,觀察5種砂輪的特徵差異,與研磨過程的訊號特徵變化。比較各類特徵,發現磨損率 > 0.1的砂輪與第一次進行磨削的藍寶石晶圓,因晶圓表面粗糙度值較後續進行的兩次低,所以訊號特徵表現較其他兩次不同。相反的,較小的磨損率 < 0.05則較不受加工件表面粗糙度所影響。不僅從特徵訊號中歸納出砂輪的表面變化差異,而且驗證不同結合度在聲射訊號頻帶上的比率。
Abstract:This study analyzes the characteristics of the acoustic emission (AE) signals from five different grades of diamond grinding wheels used in the sapphire wafer grinding process. The experimental platform is a vertical wheel grinder. Each grinding wheel repeats sapphire wafer grinding process for 3 times, with 0.06 mm/min feeding rate, and the AE signals collected during the grinding process are analyzed. After the signal analysis, 7 signal features are extracted from the pristine AE signals to observe the signal difference of frequency bands and to correlate with surface condition among different wheels and sapphire wafers. In this research, we compare various signal characteristics. We found that the grinding wheel with RoW(Ratio of Wear) > 0.1 and the sapphire wafer in the first-time grinding process has different signal characteristics from the other two subsequent experiments due to its surface roughness is lower. However, the grinding wheel with smaller RoW < 0.05 is less affected by surface roughness of the work piece. In this work, not only the difference arises from surface condition variation of the grinding wheel is generalized from the signal features, but also the ratio of frequency band in the AE signals comes from different wheel grade is verified.
關鍵詞:藍寶石晶圓、砂輪結合度、磨損率、聲射訊號特徵
Keywords:Sapphire wafer, Grade of grinding wheel, Ratio of wear, Characteristics of AE signal
前言
藍寶石(氧化鋁)晶圓主要是應用在LED/LCD平板顯示器產業,屬於硬脆性材料之一,因加工難度大、精度等級要求高,若磨削加工條件不足,容易造成晶圓表面的裂紋或邊緣的破裂等缺陷[1]。
對於硬脆材料的磨削加工製程,因為工件與砂輪磨粒的硬度相當,加工過程相當於工件與砂輪磨粒間相互磨削,造成磨粒由尖銳逐漸磨鈍,切削能力下降,且磨削作用力增加[2],若磨削作用力過大,將導致工件及砂輪破損,而適當的結合度可保持良好的磨削作用力。因為當作用力大於結合度時,將使磨料脫落,露出尖銳的磨粒,使其恢復磨削能力[3]。上述磨料鈍化後脫落的過程稱為砂輪的自銳性,是砂輪能磨削硬脆材料的關鍵能力。
硬脆材料薄化技術長期受到工業界的重視,許多砂輪製造廠投入開發,但各家產品其磨削能力有高有低,製造方和應用方都需靠經驗與實際上機磨削測試,才能得知砂輪的性能[4]。分析聲射訊號是在磨削監控系統中最常被提出的方法之一[5][6],聲射訊號是當材料結構發生局部差排滑動時所放出的彈性波,許多研究將該訊號用來測量材料破壞或磨削力監測等[7][8]。然而這些研究大多針對金屬工件與砂輪表面狀態進行探討,較無針對砂輪本身特性與工件磨削時的變化進一步分析,本研究將探討磨削藍寶石(氧化鋁)晶圓時,不同的砂輪結合度在聲射訊號上的訊號特徵。
實驗平台和砂輪
實驗平台為直立式輪磨加工機如圖1所示,具有高進給精度與高剛性的優點,運用圓周磨床加工原理,使磨削軸(S1)的鑽石砂輪與工件(S2)軸的加工材料進行相互旋轉運動,利用微量進給與高速轉動,使脆性材料產生延性加工機制,材料因此被移除[12]。實驗分析的鑽石磨輪為五顆鰭片式磨塊砂輪,規格與砂輪表面結構如表1所示,其中磨料粒度為#325及#400,磨損率(Ration of Wear, RoW)是指移除藍寶石晶圓厚度比上砂輪被消耗量,消耗量越大代表砂輪結合度越弱,自銳性越好,一般這類偏軟的砂輪適合對硬質的材料進行加工;而結合度強的砂輪則反之。聲射傳感器的頻率規格依照量測材料與環境來進行挑選,以直立式磨輪加工機來說,因磨削機制是S1與S2同時運轉,所以本實驗選用的聲射傳感器為非接觸的水傳導式(Hydrophone coolant through AE sensor),透過冷卻水將訊號收錄至傳感器 ,傳感器接收頻率範圍為10 k~1 MHz,由於聲射訊號是材料因受應力變形或破裂時,局部能量快速釋放所產生的彈性波或稱應力波,一般彈性波頻率超過20 kHz,而波因為透過介質傳遞,所以介質材料會影響訊號特徵[13]。在Nyquist取樣定理[14]中提到,取樣的頻率須大於類比信號的頻率2倍以上,所以本研究使用5倍取樣頻率5 MHz來擷取原始聲射訊號進行分析。
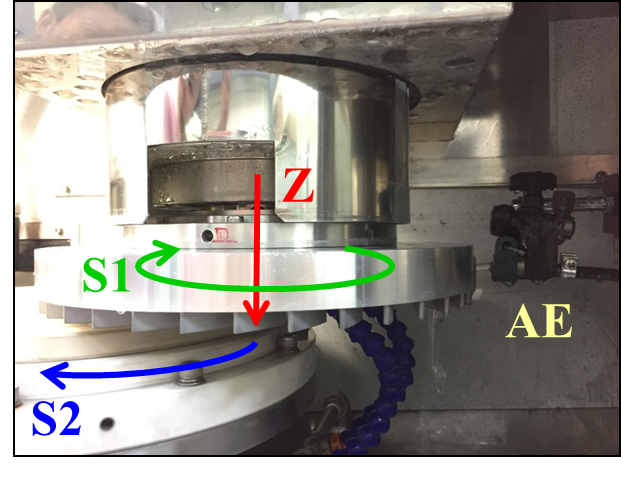
圖1 直立式輪磨加工機與聲射傳感器
*磨粒尺寸(grit size)大小是以1”所擁有的篩網孔數目而定,號數越大,磨粒(abrasive)越細。
*磨損率(Ratio of Wear, RoW)是磨削後工件與砂輪被減薄量的比率,比如1:0.05即代表藍寶石減少1 mm,則砂輪減少0.05 mm。
…本文未結束
更完整的內容 歡迎訂購 2020年10月號 451期
機械工業雜誌‧每期240元‧一年12期2400元
我要訂購