智慧型數位超音波控制器技術
作者:
曾賢正、李宛龍、余祥華、古鎮南、劉家榮、Andres David Gaona Roman、陳文泉
刊登日期:2021/06/30
摘要:超音波在醫療、軍用和工程領域中都被廣泛應用,如腹部超音波、超音波熱療、聲納等。而工程領域中,超音波焊接與切削為常見的加工技術。超音波焊接是利用高頻振盪摩擦生熱,促使加工件產生高熱融化,大幅縮短產品製造時間並可節省成本。超音波切削在加工時可有效降低切削力,使刀具負荷降低,進而提升刀具的壽命。且刀具規律振動,可提升加工工件表面品質,有效提升加工精度。工研院所開發之超音波控制器,自動追頻技術和功率控制技術,可免除因被動元件偏差需調整操作頻率,加上功率補償提高輸出穩定性,可達到良好加工效果。
Abstract:Ultrasound is widely used in medical, military and industry fields, such as abdominal ultrasound, ultrasonic hyperthermia, sonar, etc.. In the industry field, both ultrasonic welding and cutting are common processing techniques. Ultrasonic welding uses high-frequency vibration to generate frictional heat, which generates high-heat melting the parts, reduces manufacturing time and saves costs. Ultrasonic cutting can effectively reduce the cutting force and the tool load on harder metals, thereby increasing the life of the tool. The regular vibration of the tool can improve the surface quality of the processed workpiece and effectively improve the processing accuracy. This research article is about automatic frequency tracking technology in ultrasonic controller and ultrasonic controller power control technology developed by the Industrial Technology Research Institute, which can eliminate the need to measure the deviation value of passive components and the output of power compensation before the machine to improve stability and achieve good processing results.
關鍵詞:超音波、熔接、切削
Keywords:Ultrasonic, Welding, Cutting
前言
音波是一種縱波,它可透過分子運動而有波動的傳播產生,像似在空氣、液體或固體中振動傳播,所以音波無法在真空中進行傳播。如圖1所示,音波與超音波是以頻率來區分,音波之頻率在20 Hz ~ 20 kHz是普通人耳可聽到的聲音,而超音波是聲音頻率高到人耳聽不到的聲音。但是超音波在工程技術上的定義就不一樣,只要是利用音波的特性來傳遞信息或處理相關的物質時,都可以稱為超音波。而目前常被使用的超音波頻率範圍為kHz ~ MHz。超音波的應用可分成三個領域,20 kHz至100 kHz是功率超音波(Power ultrasound)、100 kHz至1 MHz是高頻超音波(High frequency ultrasound)以及1 MHz至500 MHz是診斷超音波(Diagnostic ultrasound)。超音波頻率設定會依據不同的應用而有所不同,其工業上分類大致如圖2所示。就超音波清洗而言,主要是在於固體的破壞效果,清洗越細微的東西,所需頻率越高,而清洗較巨大的東西則較適合使用低頻的超音波來做清洗,因此清洗用的超音波頻率範圍較廣,約在20 kHz至100 kHz範圍之間。超音波熔接需要通過摩擦的方式將振動能量轉換成熱能,將加工物融化,因此其適合的頻率是在20 kHz至40 kHz範圍之間。
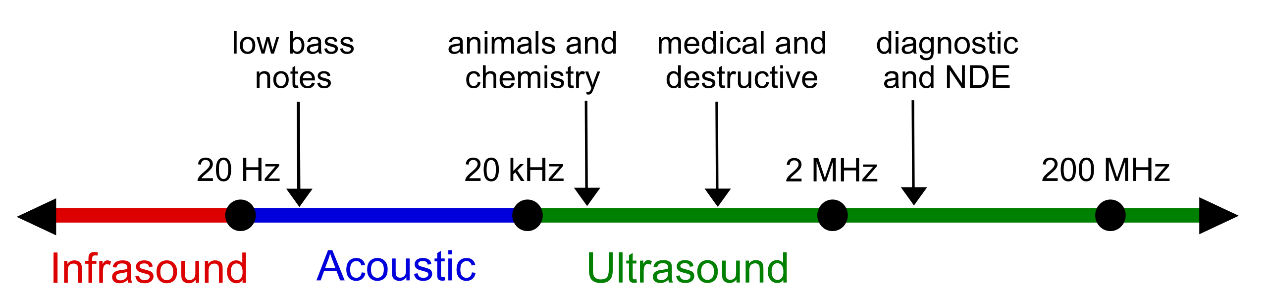
圖1 超音波頻率分布(資料來源 Wikimedia Commons)
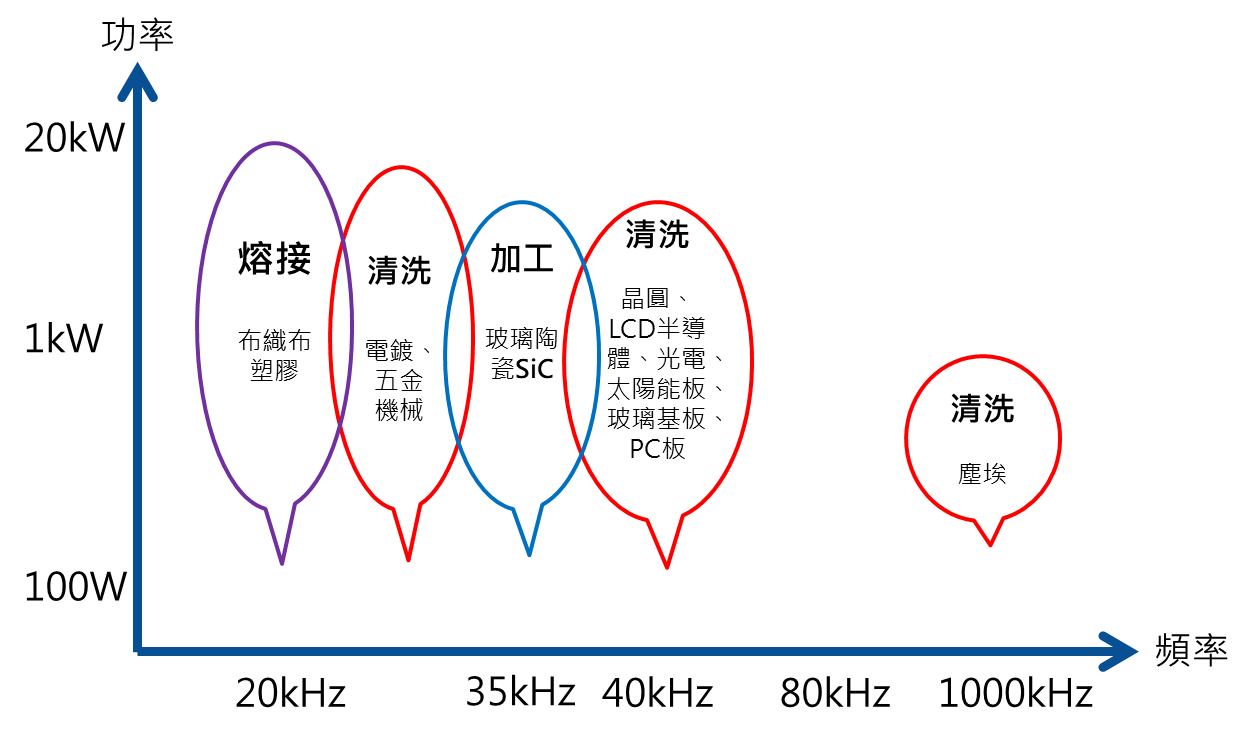
圖2 超音波工業上應用
超音波機械硬體架構
如圖3所示,超音波系統硬體架構主要零件可分為:超音波發振器(Ultrasonic generator)、超音波換能器(Converter或Transducer)、超音波增幅器(Booster)與焊頭(Horn或Sonotrode),其功能為機電能量轉換、超音波能量傳遞及超音波強度放大等。
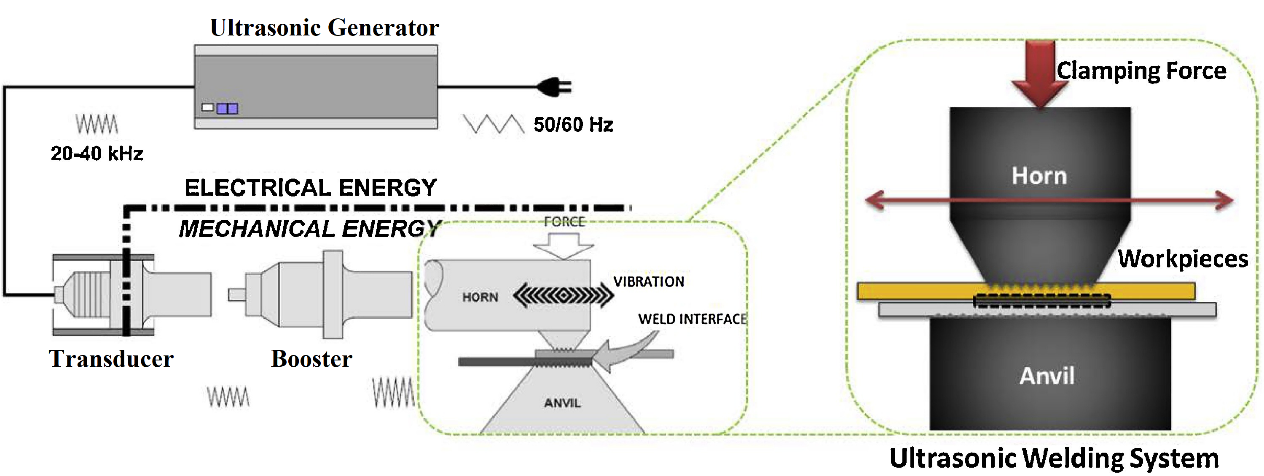
圖3 超音波系統硬體架構圖(資料來源 Journal of Manufacturing Systems)
超音波發振器除了將輸入電源轉為超音波頻率所需的高壓外,還包含過載保護系統、功率調整輸出及振幅補償功能。
超音波換能器是由許多壓電陶瓷元件(Polycrystalline ceramic elements)夾緊製成,透過交流電施加在陶瓷元件上,將電能轉變成機械振動能量。其原理是利用逆壓電效應,將電振盪轉換為機械縱向振動,也就是超音波振動,再傳遞到超音波增幅器及焊頭。
超音波增幅器是用來安裝在換能器與焊頭之間固定裝置,用來增加或減少焊頭的增益,也就是超音波振動的幅度,通常由鋁或鈦合金所製成。
超音波焊頭通常連接在超音波換能器上,藉由焊頭傳導將機械振動傳遞至加工件上,將能量集中在加工的區域。焊頭的大小會因不同的超音波頻率而不同,頻率越高,音波波長越短,焊頭就越小。製作焊頭的材料通常是鋁或鈦合金所製成,這兩種金屬均具有出色的聲學特性,以及極小的衰減傳輸超音波能量。
…本文未結束
更完整的內容 歡迎訂購 2021年7月號 460期
機械工業雜誌‧每期240元‧一年12期2400元
我要訂購