十字雷射校正裝置與導引路徑生成技術應用於機器人焊接單元
摘要:面對缺工與物價上漲等問題,製造業者為了因應市場的競爭,導入機器人於產線生產已是常見的解決方法,若要在眾多使用機器人生產的製造業者中脫穎而出,勢必要導入高附加價值的關鍵技術。以機器人焊接為例,焊槍的工具中心點(Tool Center Point)校正,簡稱TCP校正以及待焊工件的路徑生成,如何處理這兩個痛點對於製造少量多樣產品的製造商來說,將是能否站穩市場主導地位的關鍵因素。因此本文介紹我們開發的十字雷射校正裝置用於處理焊槍的TCP校正,以及搭配使用導引感測器與機器人做整合用於處理待焊工件的路徑生成,即可讓原本的機器人焊接單元提升一個檔次,進而提升主導市場的競爭力。
Abstract:Faced with labor shortage and inflation problems, it is a common solution for manufacturers to introduce robots into production line to deal with market competition. However it is necessary to introduce key technologies with high added value for the manufacturers to stand out from lots of robot users. Take robot welding as an example, Tool Center Point (TCP) calibration of the welding torch and the path generation of the workpieces to be welded are two big issues for manufacturers who manufacture a small number of diverse products. How to deal with these issues will be a key factor to maintain market dominance. Thus this article introduces the cross laser calibration device we developed to handle the TCP calibration of the welding torch and use tracking sensor integrated with robot for path generation of the workpieces to be welded. The original robot welding unit can be upgraded to a level to enhance the competitiveness of the market dominance.
關鍵詞:機器人、十字雷射、工具中心點校正
Keywords:Robot, Cross laser, Tool center point calibration
前言
近年來隨著人力招募不易與物價成本上漲等問題,因此有越來越多製造業者導入機器人進入產線來輔助人力從事生產工作。這些產線導入機器人的理由除了要提升產量之外,還有其他原因是生產過程為3K(骯髒、危險、辛苦)類型的工作,人力無法長時間投入。機器人在產線的應用已從過去簡單的夾取、上下料等動作,發展到鑽孔、切割、研磨、拋光、噴塗、焊接等複雜的生產工作,以2019年IFR(International Federation of Robotics)的報告指出,扣除夾取、上下料等簡單的應用之外,以焊接應用為最大宗[1]。以台灣自行車產業為例,其出口額從2003年的2.6億美元增加至2018年的6億美元,平均單價從2010年的134.5美元提升至2018年的539.6美元[2],代表自行車產業往高附加價值發展,且在2018年台灣自行車在歐盟與中國的市占率排名第一,在美日韓澳的市占率排名第二[3],可見台灣身為自行車的世界前三大出口國,一定具備豐富的製造經驗,而焊接是製造自行車過程中最重要且最困難的步驟,為了保持產能與生產品質,導入大量的機器人焊接單元是必然的趨勢。
如何提升機器人的焊接生產效率是製造業者最關心的議題,SI廠商提供常見的做法是在機器人法蘭末端結合焊槍裝上雷射掃描感測器用來自動追蹤焊道產生焊接路徑,但這種做法對於自行車工件來說,會受到小型管件曲率大與固定模具機構干涉等因素影響雷射掃描與路徑生成效果,因此大部分的自行車製造業者,仍是透過人工操作示教器教點的做法來生成焊接路徑。在進行教點前要先完成的前置步驟為TCP校正,市售的機器人控制器只具備三維的TCP校正功能,且在操作校正的過程中易受人為的因素影響校正精度,再者焊槍本身的構型至少需要五維的TCP校正對於教點操作才會比較直覺,因此本文後續會介紹的十字雷射校正裝置就負責處理五維的TCP校正需求。完成TCP校正之後要面對的問題就是人工操作示教器教點生成路徑的方法太耗時,對於有大量不同構型的工件需要換線焊接的產線來說是產能無法提升的主因,因此本文後續也會介紹搭配使用導引感測器與機器人做整合,讓人工可以直覺且快速地教導生成焊接路徑,結合上述兩項關鍵技術就可以讓原先的機器人焊接單元提升一個檔次。
十字雷射校正裝置及其校正方法介紹
對於機械手臂焊接應用而言,十字雷射感測器常用來校正焊槍末端焊條的TCP座標,市面上可選購的十字雷射TCP校正方案有LEONI公司推出的advintec TCP [4],它提供三維、五維以及六維的TCP校正功能,其支援的機器人廠牌包含FANUC、YASKAWA、ABB、KUKA、Staubli、Nachi、OTC。YASKAWA德國分公司推出的QSet TCP [5] 是專門用在YASKAWA機器人,而達詳自動化公司有推出ABB機器人與SICK十字雷射感測器[6]整合的TCP校正方案[7]。
上述各家推出的TCP校正方案實施做法其實大致相同,基本上就是機器人抓著工具在十字雷射感測器裡面做繞圓與上下平移的動作,不同的地方在於使用不同廠牌的機器人會有不同的通訊設定,此外即使是同一廠牌的機器人也有可能遇到舊型控制器不支援的情況發生,所以牽涉到機器人通訊設定基本上就會增加使用上的複雜度。再者讓機器人做繞圓與上下平移的動作先撇除探討操作上的難易度與危險性,基本上以中型機器人絕對定位精度至少30條以上的誤差來做繞圓與上下平移,這對TCP校正的精度是非常大的影響因素。
綜合上述理由我們推出一組十字雷射校正裝置來解決這些缺點,這組校正裝置與機器人電控箱不需要做任何接線連接也不需要做通訊設定,如此一來就可適用於各廠牌的機器人以及可通用於同廠牌機器人的新舊機型,再來就是校正過程中的繞圓與上下平移動作改由校正裝置來作動,這不只可以降低校正流程的複雜度,還可以提升TCP校正的精度。我們開發的十字雷射校正裝置示意構型如圖1所示,使用此校正裝置搭配機器人做TCP校正的流程說明如圖2所示。
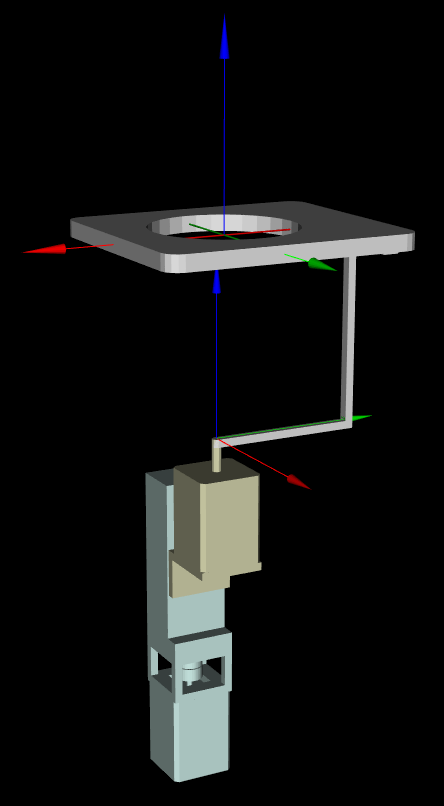
圖1 十字雷射校正裝置示意構型
對於圖2說明的TCP校正流程,其步驟二三是十字雷射校正裝置的核心技術,我們來解說其數學計算方法。當機器人抓著工具放置在十字雷射校正裝置的感測範圍內,此時隨著校正裝置自轉一圈,工具遮斷十字雷射XY軸的情況如圖3所示,以數學描述這種運動行為太過複雜不好計算,我們就以相對運動的原理來做轉換描述就會簡易許多,如圖4所示。如此一來將遮斷點用極座標表示後,再搭配一些已知的幾何關係,就可以計算出工具上的兩點空間座標,進而求出工具的TCP座標。
接下來我們用自己開發的機器人模擬軟體來驗證十字雷射校正裝置來處理TCP校正的可行性,模擬軟體的畫面如圖5所示,校正裝置自轉
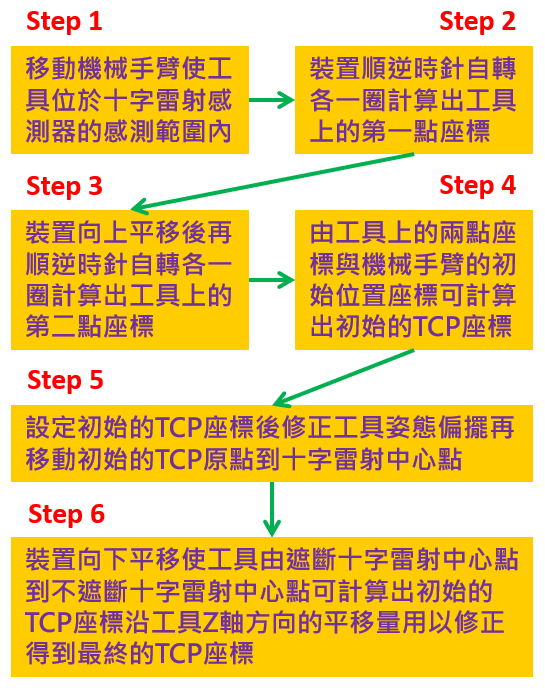
圖2 TCP校正流程說明圖
…本文未結束
更完整的內容 歡迎訂購 2022年8月號 473期
機械工業雜誌‧每期240元‧一年12期2400元
我要訂購