五軸線上即時刀具路徑轉角平滑控制介紹
摘要:CAM系統中,五軸工件輪廓曲面是高階多項式(自由曲面)構成,通常使用多直線短單節來逼近曲線,CAM所產生的不良加工路徑可能誘發機台共振,導致工件呈現不規則表面。本文針對國外三大商用控制器廠商(FANUC、SIEMENS、HEIDENHIAN)所推出的五軸控制器中的高階功能進行介紹,並將本次技術著重在控制器的轉角平滑化功能上,透過擬合平滑刀具路徑來改善不良的加工路徑。藉由與各位業界先進分享工研院對此功能的學理與應用之研究,期望可提供國內五軸加工使用者,對於控制器使用之相關資訊。
Abstract:In the CAM system, the five-axis workpiece contour surface is composed of high-order polynomials (free-form surfaces). Usually, a multi-line short block is used to approximate the curve. The poor machining path generated by the CAM may induce machine resonance, resulting in the workpiece exhibiting an irregular surface. In this study, the high-level functions of the five-axis controllers introduced by three foreign commercial controller manufacturers (FANUC, SIEMENS, HEIDENHIAN) are explored. The technology development is focused on the corner smoothing function of the controller, and improvment of the poor machining path by fitting and smoothing the tool path. By sharing with the industry, the Industrial Technology Research Institute has studied the theory and application of this function aiming to be capable of providing relevant information for domestic users who are engaged in five-axis machining.
關鍵詞:五軸工具機、刀尖點控制、轉角平滑化
Keywords:Five-axis machine, Tool center point, Corner smoothing
前言
近年來科技發展日益進步,消費者對於商品的品質要求日漸提高,五軸工具機因而被廣泛的應用於加工複雜的自由曲面上,如:生醫齒模、渦輪葉片及航太零件等,五軸工具機比起傳統的三軸工具機,增加了兩個旋轉軸以提升加工性能使其具備高自由度,但也相對增加控制上的複雜度,使得機台在運作中更容易受到幾何誤差、熱變形、結構共振以及伺服動態誤差的影響,如何提升精度及生產效率,成為控制器開發主要的研究方向。
對於五軸模具加工等都是使用連續微小線段來逼近實際工件輪廓外型的自行曲面,此路徑進行插補規劃時,會造成無法高速加工,且單節交接處會有加減速不連續的情況,容易造成機台振動,使壽命縮短。因此如何在容許的誤差內,利用最佳化轉角加工加減速控制來規劃路徑,來簡單地改變加工所需的精度,提升加工精度與減少加工時間,取代以往反覆試驗來減少機台機械性的衝擊,實現高品質的加工精度方式所需的時間。本文除了針對國外控制器大廠如何使用平滑功能做介紹外,亦精要介紹工研院控制器在轉角平滑化功能上的研究。
國外控制器平滑化功能介紹
1. FANUC控制器
FANUC控制器[1],[2]使用G5.1Q1與G5.1Q0做為AI輪廓控制的功能起用控制,AI輪廓控制主要應用於高速高精加工中,此功能配合前加減速/自動轉角減速/輪廓控制/高等預視等模式,加上平滑公差的功能如圖1所示。針對連續微小線段的加工路徑,依據指定的公差進行路徑平滑化以控制機台加工的切削行為提高加工表面品質。
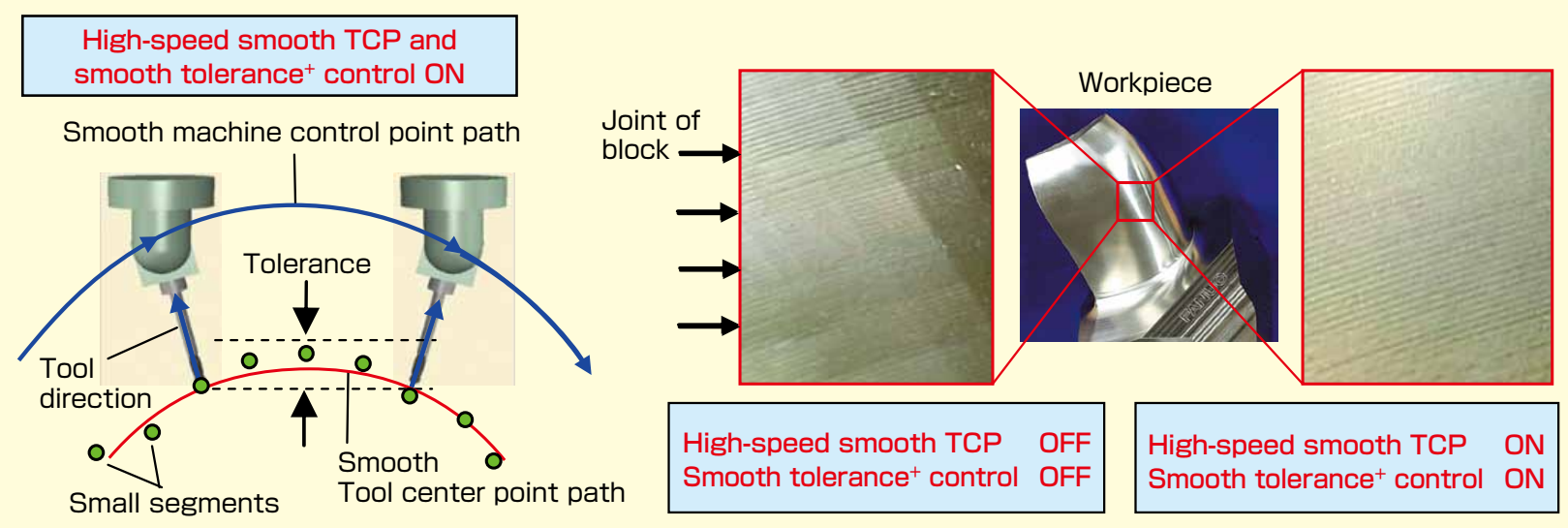
圖1 五軸同動加工平滑公差功能(資料來源: FANUC 30i/31i/32i 使用手冊)2. SIEMENS控制器
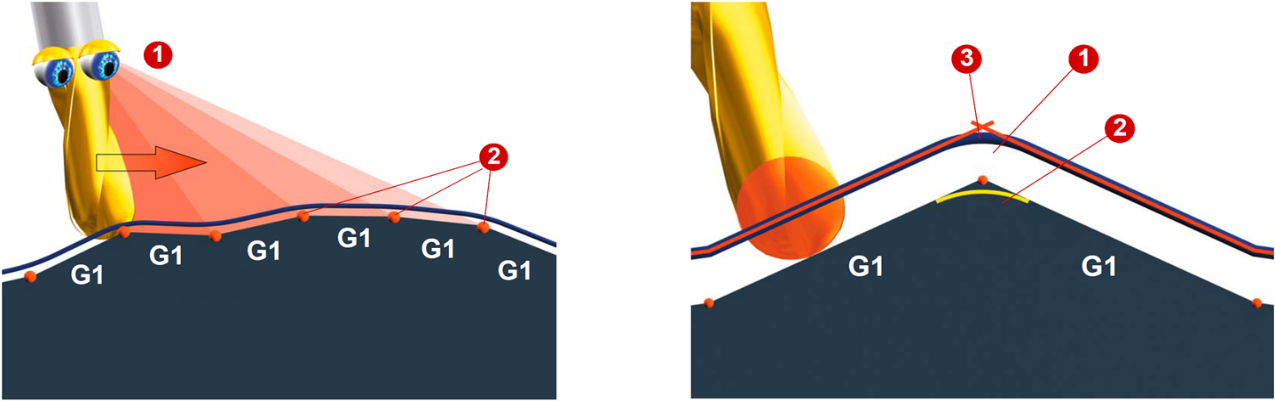
SIEMENS 控制器[3],[4]在使用CYCLE832的功能中,若使用連續短路徑模式便會觸發G64以及G645兩個功能,其中G64功能主要為開啟即時預讀控制機能,即時預讀示意如圖2(a)所示。此控制會將事先讀入數個NC單節,並計算出符合輪廓的速度規劃模型,並進行刀尖點(TCP)的控制,那開啟即時預讀功能也代表控制核心可以偵測到路徑中的轉角尖點的部分,而G645的功能主要是將尖角平滑,轉角平滑功能如圖2(b)所示。主要會在路徑換向處依據弦公差進行轉角平滑化,這兩個功能是為了讓加工工件的輪廓切削時擁有一致的切削速率,因此可以產生較佳的切削條件,亦可提升表面品質並減少工件加工時間。
(a) (b)
圖2 (a)線段即時預讀功能 (b)轉角平滑化功能
(資料來源: SIEMENS 840D使用手冊)
…本文未結束
更完整的內容 歡迎訂購 2019年3月號 432期
機械工業雜誌‧每期240元‧一年12期2400元
我要訂購