領袖觀點|高速3D 列印之技術與趨勢
前言
3D列印發展至今,已由早期的快速打樣(Rapid Prototype,RP)進展到可直接生產終端產品。這種透過疊層加料的構築製造,突破傳統製造業中加工的許多侷限性。即使眾多加工製造業者已使用CNC數值控制,並且導入自動化流程與智慧機器人等技術大大提升生產效率,機械加工依然需要以減法的方式,自塊材上移除材料。從堅硬物體表面移除材料的過程耗時耗能與因重力或高熱而需“夾持設計”,而物件的設計與加工受限於刀具的材質與幾何形貌,複雜的設計更需要多道加工、製程甚至拆分為數個部件製造再組合。而3D列印的優勢就在於從無形到有形的製造不受刀具、夾治具限制,搭配支撐結構的概念可輕易的直接建構複雜的形貌。工程師得以發揮創新思維將眾多設計成一體成形結構、大大節省製造工序與組裝時間,同時還可以在結構強度滿足的條件下合理的偷工減料,達到輕量化、節省材料、節省能耗。
疫情中的機會
我們知道近30多年來經濟貿易已高度全球化,許多企業為了最大限度減少成本所需的零件及物料皆仰賴國外代工出口。COVID-19流行的數個月中,各國所實施的防疫政策嚴重阻隔全球人員以及商品的流動,Supply & Demand Chain Executive指出四大問題。
- 地理範圍(Geographic scope):COVID-19達到全球化的災害範圍。
- 工業範圍(Industrial scope):COVID-19影響跨足所有產業、市場。
- 需求羞恥(Demand shame):消費者對高端商品、奢侈品的需求推遲或枯竭。
- 持續時間(Duration):持續應大規模傳染病對經貿、供應鏈的影響預計可持續數十年。
凸顯全球企業供應鏈多依賴單一供應商或製造商的脆弱性並體現傳統製造產業的不足。對此企業開始思考將製造能力分散,結合自動化、批量生產與在地化的製造模式,以建立靈活性並維持供應鏈的恢復力。積層製造體系的靈活性在疫情下發揮作用,尤其是個人防護設備(Personal protective equipment,PPE)如呼吸器生產等方面,緩解傳統製造負擔的相關報導使它的作用在危急時刻被更多人所認識,這時機恰好呼應供應鏈理念的轉變。因應批量化製造的需求高速3D列印技術的發展勢在必行。
何謂高速?
我們以射出成形作為例子,一台射出成形機可以分為射出段以及成形段兩大部分,在製造當下,射出段使用螺桿、加熱器等裝置,所需考慮的是如何施加能量將材料加熱由固相相變為熔流狀態的液相,以最佳壓力與速度等參數射出而不須考慮物件的外貌;而物件的最終形貌則藉由成形段的模具形貌作定義如圖 1。這種能夠在同一台設備內將能量的施加與形貌定義分立並且一次性成形的製造方式,正可以達到高速生產。
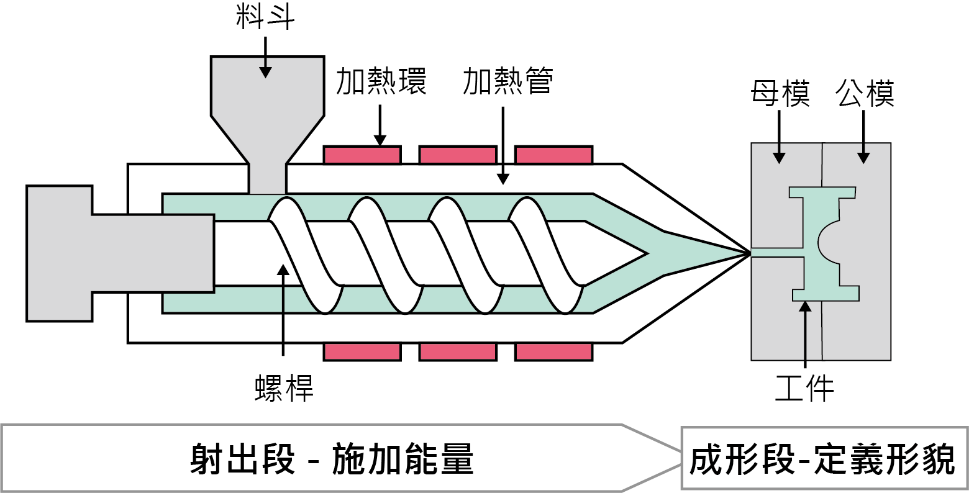
圖 1 射出成形,能量施加與形貌定義分立
高速3D列印
我們將達到「高速」的條件定義為「能量的施加與形貌定義分立」。一般而言3D列印是將我們所設計或經掃描還原的三維模型分割切片再逐層疊加製造。形貌定義的基礎來自於每一層的圖案,透過能量施加與形貌定義分立的過程一次性使一整面圖案定義在材料上並施加能量使之固結成形,就達成了我們的高速3D列印。
當然,美國材料和試驗協會(American Society for Testing and Materials, ASTM)組織綜合能量輸入與材料形式將之分為材料擠出(Material Extrusion, MEX)、槽式光固化、粉床熔合(Powder Bed Fusion, PBF)、黏著劑噴印(Binder Jetting, BJ)、材料噴射(Material Jetting, MJ)、指向性能量沉積(Direct Energy Deposition, DED)、薄片疊層(Sheet Lamination, SL)等七大製程。實際上材料大致分為液態、粉體、線材、薄片材等,材料形式與成形機制的不同,連帶著達到高速3D列印的條件也有所差異,我們提到藉由「高速」一次性將一整面的圖形定義在材料上,那麼相應的也需要一個能一次承接整個圖形的材料平面與一些固體材料做支撐,因此至今成功高速化的商業3D列印主要為光固化或以粉床為基底的技術,我們表示常見的七大製程與已可高速化的變種製程如圖2。
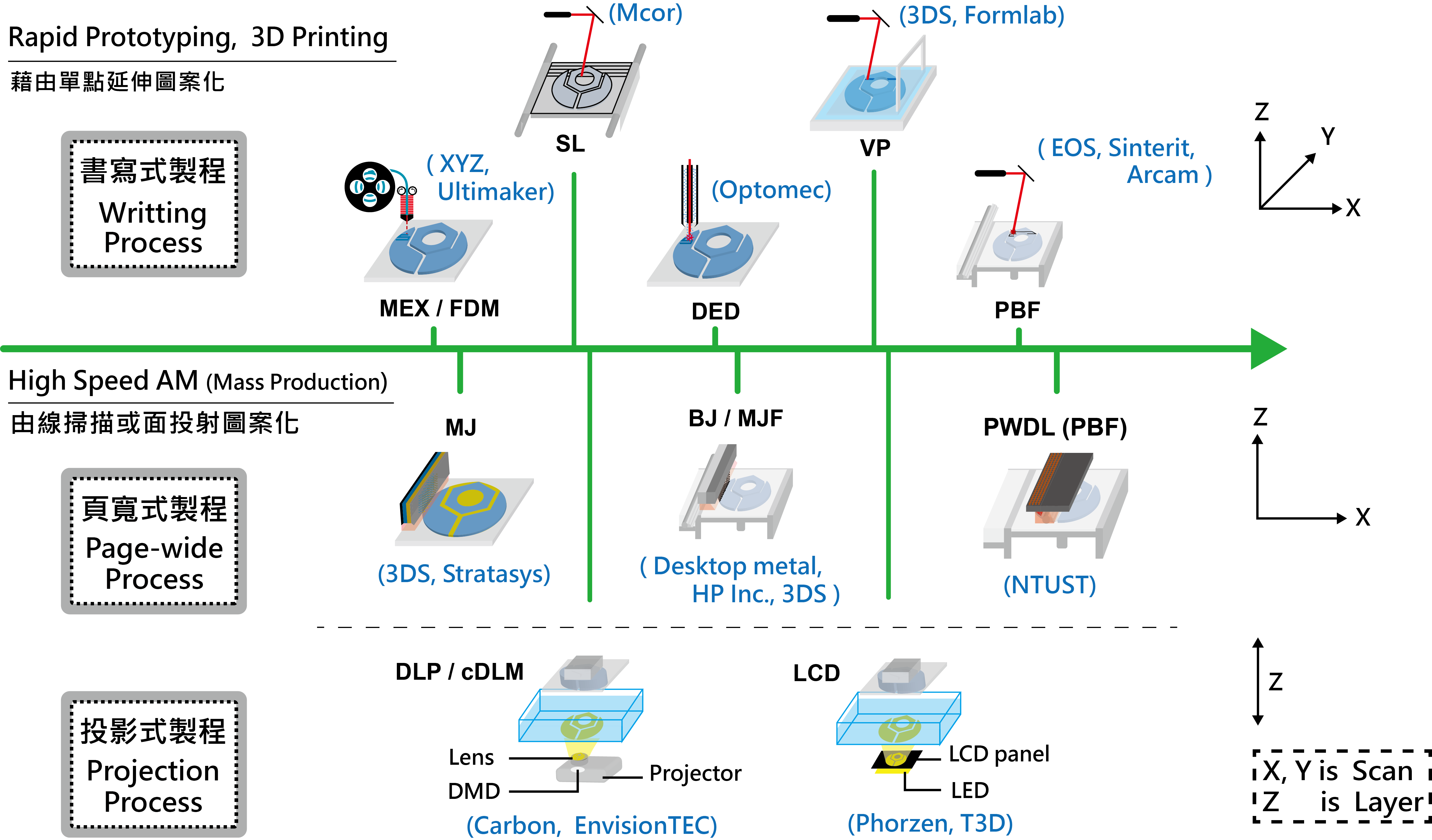
圖 2 快速打樣(Papid Prototyping),三維列印(3D Printing )多使用點掃描、三維書寫方式成形高速積層製造(High Speed AM),使用頁寬式掃描、沉積技術或範圍投影技術將圖案化與形貌定義分立,因此可以減少製程運動維度而高速製造
現今的商業光固化(Vat Photopolymerization, VP)系統大多使用下照式(Bottom up)的方式成形,光能量透過一片透明薄膜、壓克力或玻璃作用至與成形平台或已固化的樹脂層之間,這提供了一次承接圖形所需的材料平面,光固化樹脂作為流體擁有自動回填至成形平面的能力,因此可最大限度將機構運動維度減少至一維、僅Z軸成形厚度方向。
早期立體光刻(Stereolithography Apparatus, SLA)技術使用雷射聚焦於一點,搭配掃描振鏡運動沿著X-Y平面從點延伸成線再並接成面,逐步定義出預期的圖形,如同執筆一筆一捺的書寫作畫,圖形的面積變化大大影響3D列印所需的時間,面積越大時間越久。
…本文未結束
更完整的內容 歡迎訂購 2022年2月號 467期
機械工業雜誌‧每期240元‧一年12期2400元
我要訂購