超快雷射加工技術與實驗場域介紹
摘要:立陶宛產高功率飛秒雷射源(Femtosecond Laser),因為穩定性高、速度快,在全球工業應用上具有舉足輕重的地位。在經濟部協助下,工研院攜手立陶宛雷射產業於工研院南分院成立「超快雷射研發創新中心」,引進立國飛秒雷射源、關鍵光學零組件及設備/製程控制技術。在超快雷射源中,飛秒雷射的因脈衝更短(~10-15秒)、峰值能量更高與極低熱影響區之加工特性,在精準醫療模具製程、半導體晶圓製程、5G精微電路及電子元件製程等超精密加工應用的相關產業上具有極大的優勢。本文將介紹以立陶宛飛秒雷射源搭配工研院光學光路設計達成的材料表面選擇性加工製程技術,其主要可應用於模具微深刻技術、雷射誘發週期性微結構生成技術與軟性印刷電路板銅箔雷射成型技術。
Abstract:Due to high stability and fast speed, Lithuania’s high-power femtosecond laser sources play a pivotal role in the global industry application. With the assistance of The Ministry of Economic Affairs, the Industrial Technology Research Institute (ITRI) joined hands with Lithuania’s laser industry to establish the "Ultrafast Laser Technology Research & Innovation Center" at the ITRI Southern Region Campus, and introduced Lithuania's femtosecond laser source, optical key components, and the laser machine/process control technology. Among ultrafast laser sources, femtosecond lasers have shorter pulse width (~10-15 seconds), faster speeds, and higher energy accuracy, making them very suitable for applications in precision medicine and ultra-precision processing. This article introduces the surface selective processing technology achieved by femtosecond laser source and digital light path, which is applied to mold micro-engraving technology, color engraving technology by using Laser-Induced Periodic Surface Structures (LIPSS) processing, and laser forming copper foil technology for flexible printed circuit board.
關鍵詞:超快雷射、飛秒、精密加工
Keywords:Ultrafast laser, Femtosecond, Precision processing
前言
從民國110年臺灣經貿考察團訪問立陶宛,簽署6項(含雷射)備忘錄開始,確立臺立雙方合作強化國際戰略布局、產業互補強化之目標。利用臺灣在精密加工、光機整合與立國在雷射技術、光學組件之強項互相搭配,配合雙方中小企業產業靈活多樣之特性來創造產業優勢。因此雙方討論規劃在臺建構國際型產學研多邊合作之研發創新中心,提供包含超快雷射源/組件、各式加工光路、製程測試與樣品驗證等一站式加工及技術服務。在工研院、立陶宛雷射協會、機械公會與電機公會協助下,於民國112年9月在工研院南分院啟用「超快雷射研發創新中心」,整合雙方技術能量體系,並加速關鍵技術在臺落地,健全國內超快雷射光學供應鏈與自主次系統整合,提供國內半導體、醫材、光電通訊等產業製程技術升級創新加值。
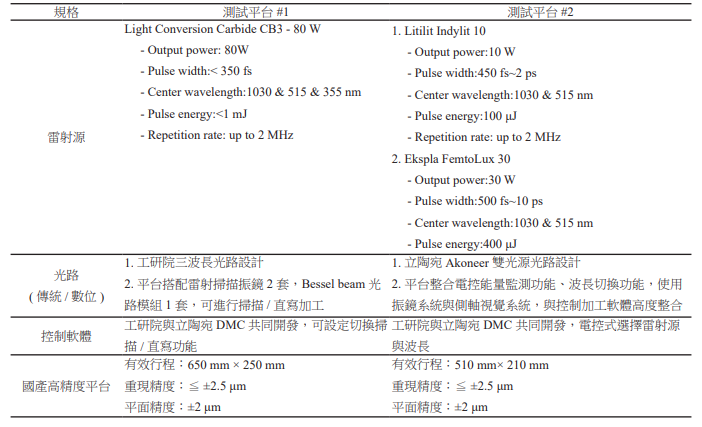
在臺立雙方官產學研支持下,超快雷射研發創新中心建置兩套雷射測試平台如圖1,其規格如表1所示。雷射測試平台#1整合立國雷射廠商Light Conversion提供之80 W飛秒雷射,可提供1030/515/355 nm三種波段雷射,搭配工研院開發三波長雷射光路設計,以及工研院與立國專業雷射控制軟體公司(Direct Machining Control, DMC)共同開發之雷射設備與製程控制軟體(Laser Machine and Process Control Software),可將耦合進入2套雷射掃描振鏡與貝塞爾光束(Bessel beam)模組,進行掃描式或直寫式加工。透過三波長與三光路的選擇多樣性,滿足產業界不同材料製程需求。
雷射測試平台#2具有雙雷射光源系統,包括Litilit提供之Indylit 10 W飛秒雷射源與Ekspla提供之FemtoLux 30 W飛秒雷射源,再由立陶宛設備整合商Akoneer提供雙光源導光光路方案,同樣採用工研院/DMC設備人機介面,電控式選擇雷射源與波長,讓操作者透過軟體界面輕鬆選擇所需的雷射源機種和波長,同時配備即時功率監測,可以迅速了解超快雷射加工的狀態。
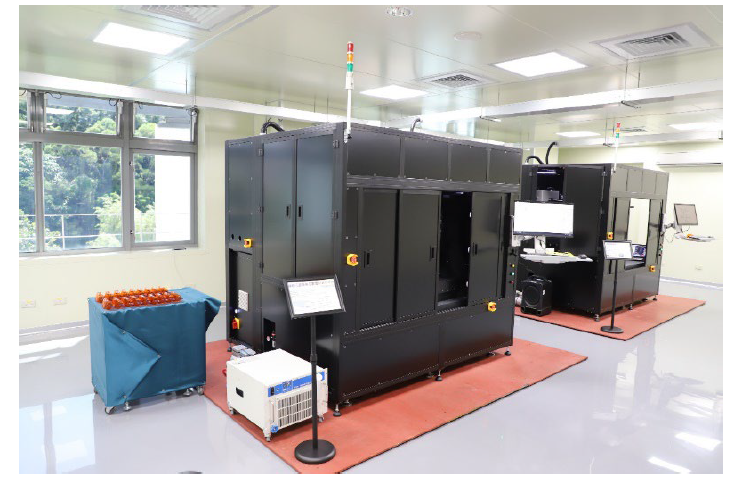
圖 1 超快雷射研發創新中心建置 2 套雷射測試平台
表 1 超快雷射研發創新中心雷射測試平台之規格
超快雷射加工技術介紹
近年來臺灣光電半導體、醫材、通訊產業蓬勃發展,在矽光子波導、Micro-LED、精密模具、醫療儀器等,製程加工精密度不斷提高,傳統接觸式機械加工受限於刀具尺寸,因此,非接觸式雷射加工逐漸受到重視並廣泛使用。以加工製程原理上來分析,一般連續或奈秒(10-9 ns)等級脈衝雷射對材料的加工型態主要為熱效應,工件接受雷射加工吸收熱能,經過固態、液態、氣態轉變,熱量傳導到加工點周邊,造成毛邊或掛渣等熱影響區,進而影響加工品質,不符合日新月異的產業需求。飛秒雷射因脈衝時間超短,雷射能量集中可直接打斷原子、分子間化學鍵結,在加工過程中因來不及將熱傳導出去,材料就已經被汽化,可把熱效應降至最低,獲得高品質的加工效果,因此,也被稱為「冷加工」。[1][2]本文將藉由飛秒雷射冷加工的特性,分別介紹超快雷射精密微鑽孔技術、超快雷射誘發週期性微結構技術與超快雷射切割技術,同時,使用奈秒雷射以相同製程比較兩者間之製程差異。
1.超快雷射模具微深刻技術(Ultrafast Laser Mold Micro-Engraving Technology)
工業界正採用超快雷射微深刻技術應用於不鏽鋼材料上,以因應光學染料模具製造上的挑戰,如圖2。相較於傳統奈秒雷射,超快雷射技術帶來顯著優勢,如:加工速度提升3倍,精度提高10倍,且熱影響區極小,孔底平整。此外,工研院的高斯純化光型技術可進一步確保孔型精準,高真圓度,使其能輕鬆應對未來更複雜、更精細的設計要求。在相同不鏽鋼材料上分別以超快雷射及奈秒雷射進行深刻,其結果如圖3所示。圖3(a)以超快雷射進行直徑100 μm圓形孔洞深刻,孔洞周邊無熱影響區,深度寬度比約為1:1,且底層平整無堆積材料殘渣;圖3(b)以奈秒雷射進行深刻結果顯示,孔洞周邊熱影響區明顯,材料融化噴濺堆積在表面形成火山口,底部受熱融化後部分移除部分重新固化形成融渣殘留於孔洞底部,不容易製作平整的孔底微結構(Bottom nano-structure)。
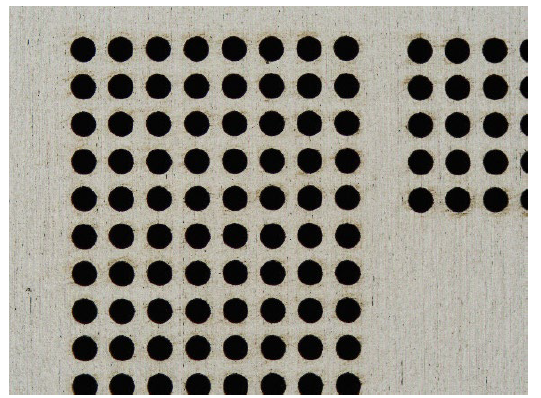
圖 2 超快雷射微深刻技術應用於光學染料模具案例
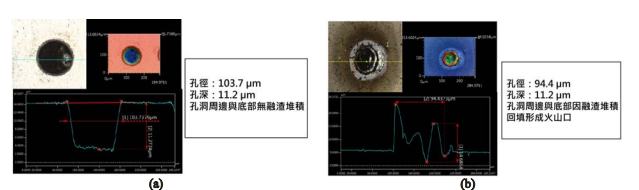
圖 3 超快雷射微深刻 (a) 與奈秒雷射微深刻 (b) 案例
…本文未結束
更完整的內容 歡迎訂購 2024年2月號 491期
機械工業雜誌‧每期240元‧一年12期2400元
我要訂購